| |
Широкий ассортимент продукции. Собственная производственная линия позволяет изготавливать пластиковые окна различных видов и комплектаций. Мы предлагаем пластиковые перегородки и входные группы на заказ, по индивидуальным размерам. Наши окна комплектуются немецкой фурнитурой SIEGENIA-AUBI, которая обеспечивает долговечность работы Вашего окна.
Технология производства наших пластиковых окон
На первом этапе мы осуществляем резку хлыстов ПВХ и армирующего профиля на заготовки. От качества выполнения этой операции во многом зависит качество выполнения оконной конструкции в целом, поэтому следует уделять внимание расположению хлыстов профиля на станине пилы, и соблюдению четкой плоскости реза. Размеры заготовок должны соответствовать указанным в спецификации на производство, которые рассчитываются программой с учетом запаса под сварку (2,5-3 мм с каждой стороны). Резка пластикового профиля. На пиле для резки пластика режем рамный профиль и профиль створки профиль под углом 45° с двух сторон. Импост, эркеры, подставочные профиля и т.д., режем под углом 90°. Если Вы производите более 30 окон в смену, то удобно иметь 2 пилы (на двухголовой пиле резать рамы и створки под углом 45°, а на одноголовой пиле резать профили углом 90°. Резка металлического (армирующего) профиля выполняется на специальной пиле по металлу под углом 90°. Заготовки ПВХ профиля и заготовки армирующего профиля укладываем в специальные тележки
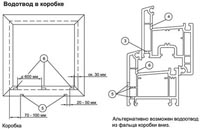
Фрезерование дренажных каналов.
Для отвода излишней влаги, нам необходимо сделать дренажные отверстия в раме, створке и импосте. Расположение дренажных отверстий должно соответствовать рекомендациям поставщика профиля.
Как видно на рисунке, дренажные отверстия делаются в трех направлениях:
Под углом со стороны стеклопакета (4, 6)
Снизу внешней камеры створки (3)
На лицевой поверхности рамы (5)
Отверстия имеют продолговатую форму, фрезеруются с помощью специального инструмента (на небольших производствах) или на дренажном станке.
Крепление металлического профиля в пластиковом.
В центральную камеру заготовки пластикового профиля устанавливаем армирующий профиль и закрепляем с помощью саморезов 3,9 х 16 (3,9 х 19) мм. Операцию выполняем с помощью ручного винтоверта (на небольших производствах) либо на специальном полуавтоматическом либо автоматическом шуруповерте. Расстояние между саморезами указывается в технологической документации поставщика профиля.
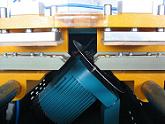
Фрезерование отверстий под ручку и под замок основного запора.
Для установки основного запора (элемент фурнитуры) и ручки, нам необходимо в профиле створки сделать соответствующие отверстия. Операция выполняется с помощью копировально-фрезерного станка.
Три сверла делают тройные отверстия под ручку (см.фото), а верхней фрезой мы по шаблону фрезеруем прямоугольное отверстие под замок основного запора.
Фрезерование торцов импоста.
Для того чтобы нам установить в раму либо створку импост, края заготовки импоста необходимо соответствующим образом обработать. Операция выполняется на торцефрезерном станке. Станок имеет специальную фасонную фрезу, которая придает торцу импоста контур, необходимый для установки в раму либо створку. Импостовая фреза предоставляется изготовителем профиля.
Импост крепится к раме либо створке с помощью механических соединителей. После фрезерования, мы устанавливаем на заготовку механические соединители.
Сварка рамного профиля и профиля створки.
На данном этапе мы заготовки свариваем в единую конструкцию. Операция выполняется с помощью сварочного станка. Говоря простым языком, станок нагревает поверхность профилей, после чего происходит смыкание профилей и остывание пластика. Это один из ответственных этапов сборки конструкции для того, чтобы сварка была качественной, необходимо обеспечить чистоту нагревательного элемента станка и поверхности свариваемых профилей, обеспечить равномерное прилегание заготовки к нагревательному элементу. Сварочная машина настраивается по временным и температурным параметрам, давлению сжатия профилей.
Зачистка рамного профиля и профиля створки.
В местах сварки профиля у нас образовался наплав сварного шва, который необходимо удалить. Для выполнения операции применяем устройства либо станок для зачистки. Станок срезает наплав с лицевых поверхностей профиля специальными ножами, а зачистная фреза обрабатывает торцевую поверхность профиля. Таким образом, обработка осуществляется с трех сторон. Под каждый вид профиля необходима своя фреза.
Ручные операции о сборке оконной конструкции.
После зачистки мы выполняем операции по сборке оконной конструкции. Нам необходимо установить импосты, в специальные пазы установить резиновый уплотнитель, установить фурнитуру. Обучение и инструкции по установке фурнитуры, необходимые шаблоны предоставляются поставщиком. После установки фурнитуры, мы устанавливаем створку на раму и устанавливаем фальцевые вкладыши и прокладки под стеклопакет.
Резка штапика.
Штапик это профиль, который необходим для крепления стеклопакета в раме либо створке. Операция по резке выполняется на специальной пиле для резки штапика, в маленьких цехах резку штапика делают на обычной маятниковой пиле (это очень неудобно).
После того, как мы поставили стеклопакет в раму либо створку, в специальные пазы мы забиваем штапик. Операция удобно выполнять на специальном стенде остекления.
После регулировки фурнитуры окно готово к монтажу.
|